XTCERA Milling Burs: Compatible Bur Guide for X-Mill 500, 520 DC, 600, 630 & 650 SE

XTCERA mills are everywhere in Chinese labs and increasingly common in export-market labs, but reliable compatibility information is still scattered across dealer catalogs. With XTCERA milling burs, the machine family determines the shank size, and that is where most wrong orders start. Match the collet and tool position first; diameter and coating come after that.
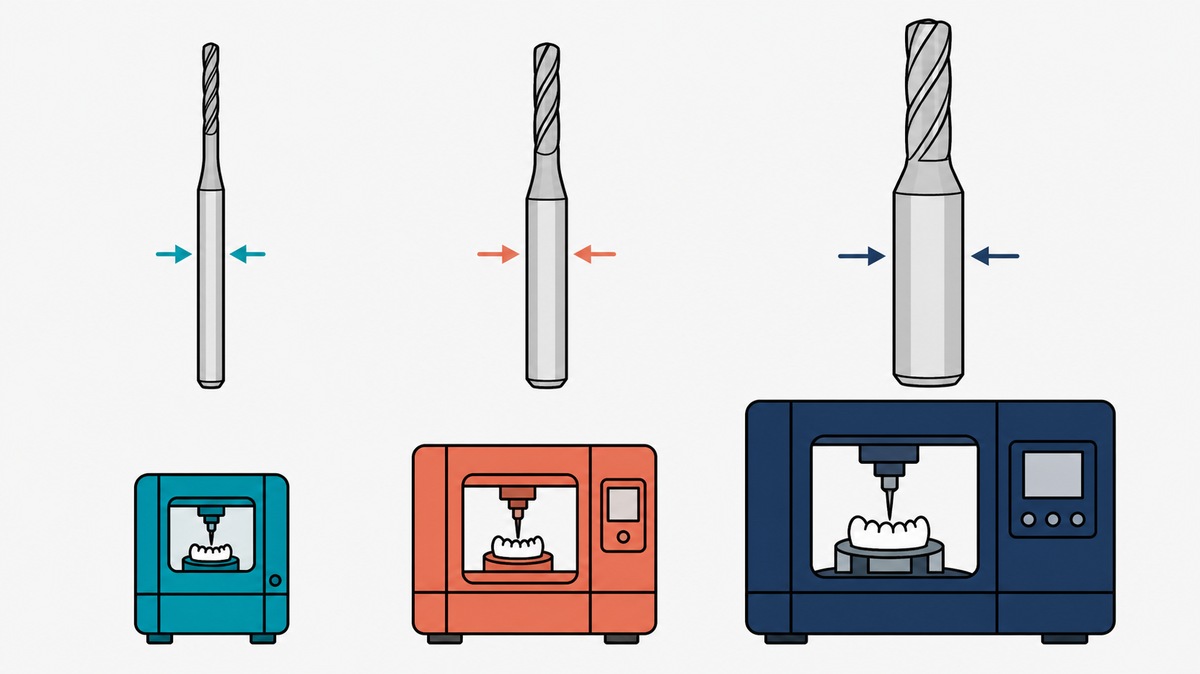
One Brand, Three Shank Sizes — Know Your Machine Family First
XTCERA machines split into three tooling families by collet and shank size. Ordering a 4 mm-shank bur for an X-Mill 220 is a wasted order — it won't fit the 3 mm collet, no matter how right the cutting diameter and material description look.
| Machine family | Shank diameter | Materials it typically runs |
|---|---|---|
| X-Mill 220 | 3 mm | Zirconia (compact 4-axis dry mill) |
| X-Mill 500 Plus / 500 Pro / 500 SE / 520 DC / 580 DC | 4 mm | Zirconia, PMMA, wax (dry milling) |
| X-Mill 300 / 600 / 600 SE2 / 630 / 650 SE / D5 | 4 mm and 6 mm | Glass ceramic, CoCr, titanium (wet), plus PMMA/wax |
The last row needs attention. The 600-family machines run both 4 mm-shank burs for glass ceramic and metal and 6 mm-shank burs for heavier metal work. Check which tool positions and collets your machine is configured for before ordering — don't assume every numbered position accepts both systems. The broader XTCERA compatible milling burs range is easy to navigate once that one spec is confirmed.
Bur Selection for the X-Mill 500 Series and 520 DC (Dry Milling)
The X-Mill 500 Plus, 500 Pro, 500 SE, XTCERA 520 DC, and X-Mill 580 DC share the same 4 mm-shank dry-milling tooling. The zirconia set covers Φ0.6, Φ1.0, Φ1.0L, Φ2.0, and Φ2.0L. Compatible zirconia milling burs for these machines run about $22 each — cheap enough to keep spare Φ0.6 and Φ1.0 finishers beside the mill instead of waiting for a worn tool to spoil margins.
PMMA and wax burs come in Φ0.6, Φ1.0, and Φ2.0, at about $19 each. Keep them separate from the zirconia set. Running a zirconia bur in PMMA to “save money” is false economy: PMMA loads the diamond-coated flutes, heat builds, and the result is melted margins or a smeared surface that needs hand correction. Label your X-Mill 520 DC burs by material at the tool rack, especially when several technicians load the same machine.
When You Actually Need the L Versions
Use Φ1.0L and Φ2.0L for deep occlusal anatomy, tall abutments, and long-span bridges with steep insertion paths where a standard neck can't reach without contacting the restoration. For routine crowns, standard-length tools are the better default. They are stiffer, vibrate less, and chip less under an aggressive strategy. Long reach solves a clearance problem. It doesn't make a better finishing tool.
X-Mill 600, 630 and 650 SE: Wet Milling and Metal Work
The X-Mill 600, 600 SE2, X-Mill 630, and X-Mill 650 SE share the same wet-milling tooling family. The first system uses 4 mm shanks, also shared with the X-Mill 300 and D5. Glass-ceramic burs come in Φ0.6, Φ1.0, and Φ2.5 at about $23, while 4 mm-shank metal burs come in Φ1.5, Φ2.0, and Φ3.0 at roughly the same price.
The second system is the 6 mm-shank metal range for the 600, 600 SE2, 630, and 650 SE only. It includes flat, ball, ball-nose, and drill geometries from Φ0.5 through Φ3.0, priced $19–28. Drill types in Φ1.5 and Φ2.2 are for pre-drilling abutment screw channels. They are not substitutes for a ball-nose finishing pass, and using one that way puts unnecessary side load on the cutting edge.
Coating Choices for Metal Burs
The catalog runs from uncoated and AN (aluminum nitride) through DC (diamond), DLC (diamond-like carbon), SHC (super-hard), and TC (textured), with TiSiN and CrN on the ball types. For occasional CoCr jobs, uncoated or AN tools are reasonable if feeds, coolant, and spindle condition are controlled. When titanium abutments are weekly work, I prefer TiSiN or DLC — the coating earns its cost in tool life and resistance to material pickup. It won't produce a better surface finish by itself; strategy, runout, coolant delivery, and a sharp edge still decide that.
Glass ceramic always gets diamond-coated burs and always runs wet. A dry pass or weak coolant stream can overheat both the tool and restoration before the operator sees an obvious problem. Verify the nozzles after every tool change, particularly around the smallest finisher.
X-Mill 630 and 650 SE Owners Use the 600 Tooling
Owners of the 630 and 650 SE order the same burs as the X-Mill 600 because the tooling interface didn't change. Don't pay extra for a listing described as “630-specific” or “650-specific” unless it identifies a genuinely different geometry, coating, or validated strategy. The standard X-Mill 600 compatible burs cover the shared 4 mm glass-ceramic and metal tools plus the appropriate 6 mm metal range.
OEM vs Compatible: What You Actually Pay For
OEM XTCERA burs are decent tools. If a bur fails halfway through a full-arch zirconia case, the disc and lost spindle time cost more than the bur, so buying only on price is poor lab management. The difference is still real: compatible XTCERA burs generally cost $19–28, while OEM tools bought through a dealer cost considerably more, and a busy XTCERA milling machine consumes finishers and metal tools every month.
My approach is conservative. Run compatible tools first on routine single-unit work, then compare edge quality, unit count, and wear at 40–50 restorations before changing the whole fleet. A proper OEM vs compatible milling burs comparison needs the same material, strategy, and maintenance conditions. On arrival, check total indicated runout, shank finish, cutting-edge consistency, and coating condition. Reject a bur with uneven coating, grinding marks on the shank, or an edge that looks re-ground.
When to Replace XTCERA Burs
Replace by output quality and recorded use, not by whether the bur still looks acceptable under room light. On zirconia, chipped margins and white edge lines often appear before coating loss is obvious; Φ0.6 finishers wear fastest because they do the detail work. PMMA tools usually last longer, but melted or smeary surfaces mean the flutes are done. For titanium, log the units milled and retire the tool on schedule instead of waiting for visible wear; these visual wear signs are useful confirmation, not the only replacement rule.
- Inspect margins and fine anatomy after every batch.
- Keep spare Φ0.6 finishers loaded or immediately available.
- Record titanium units against each tool position.
- Replace any bur showing chipped edges, coating loss, or abnormal noise.
Frequently Asked Questions
What shank size do XTCERA milling burs use?
It depends on the machine family: 3 mm for the X-Mill 220, 4 mm for the 500 series, 520 DC, and 580 DC, plus 4 mm glass-ceramic and metal burs for the 600 family, and 6 mm for 600-family metal burs. Check the collet and assigned tool position before buying.
Are compatible burs safe to use in XTCERA milling machines?
Yes, provided the geometry and shank tolerance match the machine specification; the machine doesn't know the brand printed on the package. Quality control on arrival matters, so inspect runout, coating, edge condition, and shank finish before production use.
Which burs fit the XTCERA X-Mill 630 and 650 SE?
They use the same tooling as the X-Mill 600: 4 mm glass-ceramic and metal burs plus 6 mm metal burs. Choose the cutting geometry and coating according to material, then confirm that the intended tool position has the correct collet.
Can I use the same burs for zirconia and PMMA on my X-Mill 520 DC?
You can physically, but don't. PMMA loads up diamond-coated zirconia burs, and dedicated PMMA or wax tools at about $19 cost less than remilling restorations with melted or damaged margins.
XTCERA sells more machines every year, and tooling for them stopped being exotic a while ago. Know your shank size, keep spares of the small finishers, and the mill pays for itself.