Titanium Milling for Dental Labs: Speeds, Feeds, and Maximizing Tool Life

Titanium milling separates experienced dental technicians from beginners. The material doesn't forgive mistakes — run your spindle too fast or your feed rate too aggressive, and you'll watch an expensive carbide bur turn into scrap metal within minutes. But get the parameters right, and titanium becomes predictable, profitable, and surprisingly manageable. This guide covers the exact speeds, feeds, and strategies that keep your tooling sharp and your margins healthy.
Why Titanium is Different
Titanium isn't just harder than zirconia or PMMA. It behaves fundamentally differently under cutting forces:
Low thermal conductivity means heat stays at the cutting edge instead of dissipating through the workpiece. Your bur absorbs the heat, leading to rapid wear and work hardening if you push too hard.
High chemical reactivity causes titanium to weld itself to cutting edges when temperatures climb. This galling effect destroys surface finish and kills tools faster than abrasion alone.
Work hardening means aggressive cuts actually make the material harder to machine. Once titanium work-hardens, you're fighting a losing battle with exponentially increasing cutting forces.
Elastic modulus is half that of steel, causing thin sections to deflect under cutting pressure. This requires different strategies for bars versus solid abutments.
Speeds: The RPM Sweet Spot
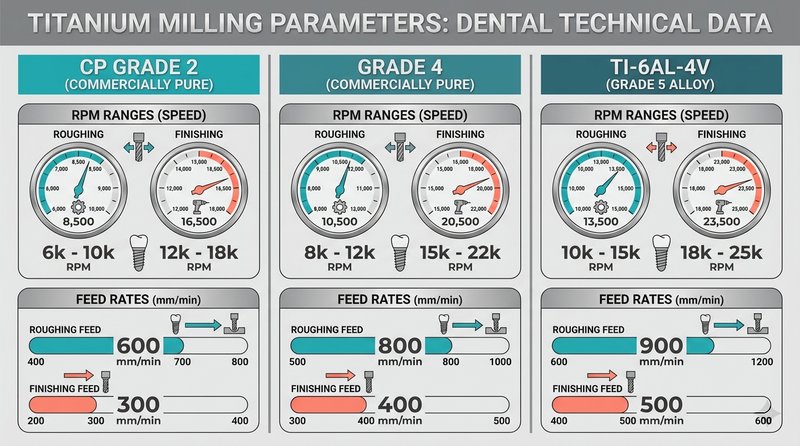
Spindle speed for titanium is lower than most dental technicians expect. Here's what actually works:
Grade 1-2 Commercially Pure (CP) Titanium:
- Roughing: 8,000–12,000 RPM
- Finishing: 12,000–15,000 RPM
- Fine detail work: 15,000–18,000 RPM
Grade 4 CP Titanium (harder):
- Roughing: 6,000–10,000 RPM
- Finishing: 10,000–13,000 RPM
- Fine detail: 13,000–15,000 RPM
Ti-6Al-4V (Grade 5, most common for implants):
- Roughing: 5,000–8,000 RPM
- Finishing: 8,000–12,000 RPM
- Fine detail: 12,000–14,000 RPM
The temptation is to spin faster — you're used to 30,000+ RPM for zirconia. Don't. Titanium requires lower surface speeds to prevent heat buildup. Your cutting edge needs time to cool between chip formations.
High-speed spindles (60,000 RPM) actually work against you here unless you reduce speeds proportionally. A 60,000 RPM spindle running at 8,000 RPM has reduced torque and may struggle with aggressive cuts in titanium. Plan your toolpaths accordingly.
Feeds: Finding the Right Chip Load
Feed rate determines how much material each flute removes per revolution. Get this wrong and you'll either work-harden the surface (too light) or overload the tool (too heavy).
Target chip loads for dental titanium milling:
| Tool Diameter | Roughing (mm/tooth) | Finishing (mm/tooth) |
|---|---|---|
| 2mm | 0.02–0.04 | 0.01–0.02 |
| 3mm | 0.03–0.06 | 0.015–0.03 |
| 4mm | 0.04–0.08 | 0.02–0.04 |
| 6mm (roughing) | 0.05–0.10 | N/A |
Calculate feed rate:
Feed (mm/min) = RPM x Number of Flutes x Chip Load per Tooth
Example: 10,000 RPM x 4 flutes x 0.03mm = 1,200 mm/min feed rate
Depth of Cut: The 50% Rule
Axial depth of cut (how deep you're cutting) should follow the 50% rule for titanium:
- Roughing: Maximum 50% of tool diameter (4mm tool = 2mm max depth)
- Finishing: 20–30% of tool diameter for best surface finish
- Slotting: Maximum 25% of tool diameter to prevent rubbing
Radial depth of cut (stepover) matters too:
- Roughing: 40–60% of tool diameter maintains consistent chip loads
- Finishing: 10–20% of tool diameter for fine surfaces
- Adaptive clearing: Use your CAM's high-efficiency toolpaths — they're designed to maintain constant tool engagement
Deeper isn't faster with titanium. Aggressive depths cause deflection, chatter, and catastrophic tool failure. Conservative depths with higher feed rates usually remove material faster and give better tool life.
Coolant Strategy: Essential for Titanium
You cannot dry-mill titanium effectively. The heat buildup will destroy tools and work-harden the surface. Three coolant approaches work:
Flood coolant (preferred):
- 8–12% water-soluble oil concentration
- High flow rate (20+ L/min) to clear chips
- Directed at the cutting edge, not just the general area
- Keeps tools running 3–5x longer than mist
Mist coolant (acceptable for smaller mills):
- 50:1 air-to-fluid ratio minimum
- Focused directly on cutting zone
- Requires more frequent tool changes but works for low-volume production
Minimum quantity lubrication (MQL):
- Compressed air with tiny oil droplets
- Better than dry, not as good as flood
- Acceptable for prototype work or very light finishing passes
Tool Selection: What Actually Works
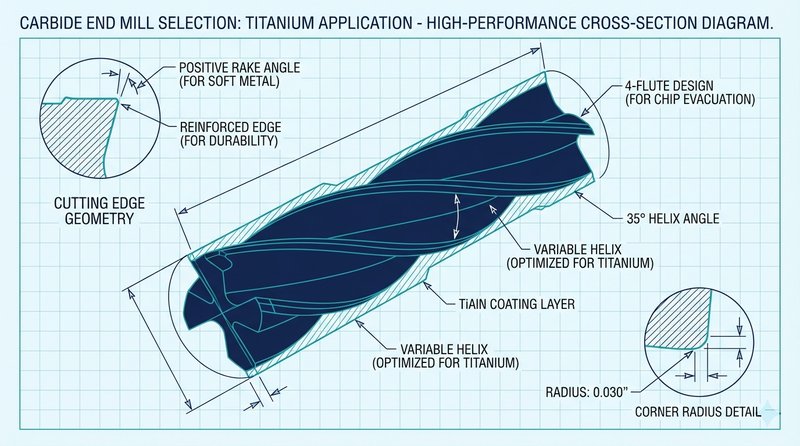
Not all carbide is equal for titanium. Tool specifications that matter:
Coating:
- Uncoated carbide: Works well for shorter runs, better heat dissipation
- TiAlN (Titanium Aluminum Nitride): Best coating for titanium — high heat resistance
- TiSiN (Titanium Silicon Nitride): Excellent for high-speed applications
- Avoid TiN (gold coating): Not heat-resistant enough for titanium
Geometry:
- Helix angle: 35–45 degrees for roughing, 30–35 degrees for finishing
- Flute count: 3–4 flutes for balance of chip clearance and rigidity
- Corner radius: 0.5–1.0mm for roughing, sharp corners for finishing
- Edge prep: Slightly rounded (honed) edges resist chipping better than sharp
OEM vs. compatible burs:
Most dental milling machines ship with OEM burs from the manufacturer. These work well, but compatible (aftermarket) burs have closed the quality gap significantly while costing a fraction of the price. For titanium specifically, look for TiSiN or CRN-coated carbide burs rated for metal milling. The coating and substrate matter far more than the brand name on the box. Many labs run compatible burs for daily production and keep a set of OEM burs for validation jobs.
Tool Life: When to Change
Titanium dulls tools predictably. Watch for these signs:
Early warning (change soon):
- Slight increase in spindle load
- Surface finish degradation (minor)
- Slight increase in cutting sound pitch
Change immediately:
- Visible wear on cutting edges (check with loupe)
- Burnt smell from cutting zone
- Chatter or vibration
- Discolored chips (blue or straw color indicates overheating)
Typical tool life for dental titanium milling:
- Roughing 4mm end mill: 45–90 minutes cutting time
- Finishing 2mm ball mill: 30–60 minutes cutting time
- Detail work 1mm tool: 15–30 minutes cutting time
Track your runtime. Changing tools before catastrophic failure saves your workpiece and prevents spindle damage from overload. For more on when exactly to swap burs, see our guide on when to replace milling burs.
Common Problems and Solutions
Problem: Excessive tool wear after just a few parts
- Solution: Reduce RPM 20%, increase feed rate 10%, verify coolant concentration
Problem: Poor surface finish with visible tool marks
- Solution: Increase RPM slightly, reduce feed rate 15%, check for tool deflection
Problem: Chatter on thin sections
- Solution: Reduce depth of cut, use rest machining, check workholding rigidity
Problem: Burnt appearance on milled surfaces
- Solution: Increase coolant flow, reduce RPM, verify coolant isn't foaming
Problem: Tools breaking suddenly
- Solution: Check for work hardening from previous pass, reduce depth of cut, verify tool runout under 0.01mm
Real-World Production Tips
Start conservative: Begin with parameters from this guide and adjust based on your specific machine and setup. Every spindle has different characteristics.
Tool runout matters: Titanium amplifies runout problems. Use precision collets and check runout with a dial indicator. Keep it under 0.01mm (0.0004") for small tools.
Workholding is critical: Titanium's low modulus means thin sections flex. Rigid fixturing prevents vibration that destroys tools and surface finish.
Keep dedicated titanium tools: Don't use your zirconia tools for titanium and vice versa. Cross-contamination transfers abrasive particles that accelerate wear.
Invest in a tool setter: Automatic tool length measurement catches wear before it becomes catastrophic. The $500 investment pays for itself quickly in saved tools and scrap parts.
Run trials on scrap: Before committing expensive titanium stock, verify your parameters on aluminum or inexpensive material. The cutting forces differ, but toolpaths and engagement verify correctly.
The Bottom Line
Titanium milling rewards precision and punishes aggression. Lower speeds than you'd expect, generous coolant flow, and proactive tool changes — that's the formula. Get those right and titanium becomes predictable, repeatable work with healthy margins.
Start with the parameters here, measure your results, and adjust systematically. Titanium is consistent — once you find what works for your machine, it keeps working. Track your tool life, log your settings, and within a few weeks you'll have a reliable process dialed in.
For a broader look at metal milling across CoCr, titanium, and other alloys, check out our companion article: Metal Milling for Dentistry: Pro Tools and Tips.
Need titanium-rated milling burs?
Our TiSiN and CRN-coated carbide burs are built for Grade 2-5 titanium and Ti-6Al-4V. Compatible with Zirkonzahn, IMES iCore, and other popular dental mills — starting from $19.